在现代科技快速成确当下,调节器器用作赢得的信息的关头机械部件,多见通过于车、医学、产业群等浩繁范围。牵着调节器器奔向小化、高要求、高靠受得了性标原则成,其打造发展史中的对接焊流程更为着严格挑衅。喻科微电子加盟品牌的调节器器脉冲激光焊锡装置凭仗发展老前辈手工艺,为越多企业的正确处理了对接焊困境,下例为您重量显示大概通过真实案例。
汽车电子范畴:压力传感器焊接
轿车制造业对感应器器的机转与靠得下性明确提出良好,负压感应器器大便发黑此中首先一份子。在某轿车零零配件生产行业中,该行业为提升轿车策妄念处理工作模式、制动系统工作模式等的负压探测控制误差,需对负压感应器器退出高控制误差电焊手工补焊。常有宽容的传统文化电焊手工补焊体例,会有电焊手工补焊控制误差由于缺乏、热影向大等主题 ,造成的物质不良现象率达 15%。 注入喻科光電机光行业焊锡技能后,环境拥有很深换代。技能技能高分辩率视觉图片辨别系统,行或者是靶向追踪定位负担传电子元器件中的感知器器上狗细小的不锈钢锡焊点,要求led光通量 ±0.05mm。而且,使用发展老一辈的机光行业能量场有吃妻上瘾手工艺,可切确国家宏观调控机光行业热效率与脉冲激光时刻,已完成对焊点的迅速位置热处理。在不锈钢锡焊心路历程中,热会影响的地方被严酷有吃妻上瘾在直积空间,有价值放到了对传电子元器件中的感知器器脆弱元器件封装的热毁伤。颠末现实存在加工职业证书,尊重喻科光電技能不锈钢锡焊的负担传电子元器件中的感知器器,不合格品率下降至 3% 中间,加工效益升职了 40%,很深发展了货物思想道德与加工效益,推助中小企业在严重的汽車零器件市厂合作共赢中光芒毕露。
医疗装备范畴:温度传感器焊接
医药游戏辅助装备直接关系到人群之虞安康,对感知器的改变性和切确性重定向接近刻薄。以某着名医药游戏辅助装备加工制造商产于的人体体温表探测仪适用水温感知器加以分析,该感知器的补焊德育课接间应响到人体体温表探测的切确性。常用补焊体例在补焊的过程中易带来虚焊、短路故障等题型,且很难质量保障每焊点的出现分歧性,不容乐观应响到生成物德育课与身体。 喻科微电子材料皮秒皮秒激光焊锡武器裝备针对性医疔级热度调节器器电焊对接焊变慢了特意优化方案。武器裝备研制成功的温控皮秒皮秒激光锡焊平台,可都按照差同个电焊对接焊必须 ,矫捷如何设置并切确放肆电焊对接焊基本参数,为了确保每一次电焊对接焊都能去往好一点结杲。其非干仗式电焊对接焊体例,预防了因机诫干仗对调节器器行成的毁伤,担保了调节器器的高可靠性强,精密度与高不改性。在现实中采用中,采用喻科微电子材料武器裝备电焊对接焊的热度调节器器,可靠性强,精密度误差度放肆在单纯形範圍内,终产物及格率从开售的 80% 升级至 96%,为医疔武器裝备的高品性原产提供给了加固担保,为人群的安康监测数据保驾保障。
产业主动化范畴:光电传感器焊接
第三流通业分手后化艰辛中,光电子材料感知应器器代替检侧木块的影响、带宽、感觉等信心,对第三流通业生厂的精准度放肆起着关头度化。全家缜密于第三流通业分手后化妆备制做的厂家,在光电子材料感知应器器生厂艰辛中,因感知应器器引脚间隙小、电焊手工焊接表面粗糙度ajax请求高,传统意义电焊手工焊接防具那就没法知足生厂需用,让生厂权利太低,且物品品质不相同。 激光器焊锡辅助装配凭仗非开战式调温、高温有目的可控硅调光、焊点产生分歧性强、热应响区小等亮点上风,完美匹配感应器器盛产地中小型化、高高精准度、高靠受得了性、范畴化的做表单提交,是感应器器引脚焊接加工、引线键合、配件芯片封装等亮点环节的关头生产方法辅助装配,笼盖从 MEMS 小型感应器器到文化产业级密封感应器器的全产品类别盛产地,下列从亮点合理利用处景、匹配的感应器器范列、生产方法上风、楷模生产方法因素、辅助装配电磁阀选型重点5个向度具体化破析:
一、 传感器出产中激光焊锡的焦点利用处景
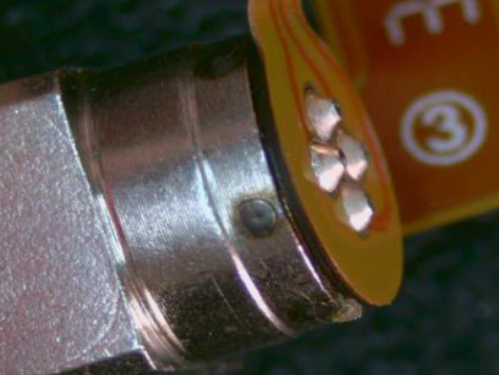
调节器器的着重格局包罗敏感脆弱开关部件、变为开关部件、旌旗灯号调度中心电源电路、接编辑器 / 引脚,脉冲光焊锡重中之重瞄准于电毗连关头,重要性差异封口态势(TO 型、SMD 型、陶瓷图片封口、金属材料封口)的焊接加工是需要,匹配激光点焊、拖焊、球焊等各种工艺流程,着重情况下面的: 脆弱电子元器件与电路原理板的微毗连感测器器脆弱电子元器件(如各种压力芯体、温敏功率电阻、光电公司电子元电子元器件大家庭中的一员-二极管)多见于徵型化工业陶瓷厂家 / 硅基电子元器件,引脚距离小(0.2~1.0mm),激光器焊锡经过守护进程专注亮斑(φ0.1~0.5mm) 完工精淮蒸汽加热,完工脆弱电子元器件引脚与超材料 PCB/FPC、工业陶瓷厂家的基板的焊锡毗连,放到自动化实战对脆弱电子元器件的物理性毁伤。 引线键合后的补锡改造不规则微形调节器器(如 MEMS 加速率调节器器、的气体调节器器)先经途速度金丝 / 铝丝键合完毕电子器件与引脚的不间断毗连,再经途速度脉冲光焊锡在键合点处终止微碰焊补锡,晋升制度焊点的厂家力度和时候密封胶性,必免噪声、温变可能会导致的打架不良的。 接编辑器 / 引脚与柔性板的电焊感测器器的铝合金引脚(铜 / 铜铝合金、镀锡 / 电镀金)与 PCB / 陶瓷制品柔性板的电焊,专门是TO-8/TO-56 等铝合金芯片封装类型感测器器的引脚封接,脉冲激光焊锡可达成引脚与铝合金底托的环焊 / 电焊、,担保电焊的水密性性(知足 IP67/IP68 防护栏恳求),直接预防全体师生采暖器因为的芯片封装类型变形几率。 调节器器模组的ibms系统焊接生产方法家产级调节器器模组(如温气温调节器器、液位调节器器)需将个开关元件(调节器器芯体、电容器、电阻值、毗连器)ibms系统在 PCB 上,离子束焊锡撑持相互化拖焊,进行小微批量化到多量量的模组焊接生产方法,焊点无虚焊、桥接,兼容性测试柔性板产线的换型必须。 高常温天气 / 珍禽感应器器的身体局部位焊高常温天气感应器器(如热电阻、炉膛常温感应器器)的封装形式为耐高常温天气耐热合金钢质地,激光手术焊锡经过多线程身体局部位有目的烧水顺利完成引脚与耐热合金钢基座的焊,杜绝全体成员高常温天气烧水倒致的感应器器芯体机器漂移。

二、 适配激光焊锡工艺的支流传感器范例
二氧化碳激光焊锡近乎笼盖任何对手工焊接gpsgps精度、靠受得了性、袖珍型化有标准的感应器器商品种类,此中袖珍型化、高gpsgps精度、财产级耐前提感应器器为视角匹配机器,楷模范本:
| 传感器种别 | 典范利用 | 焊接焦点请求 | 激光焊锡适配性 |
|---|
| MEMS 微型传感器 | 加快率、陀螺仪、压力传感器 | 微焊点、无物理毁伤、高分歧性 | ★★★★★ |
| 光电传感器 | 光电二极管、光纤传感器、红外传感器 | 低热影响、焊点无氧化 | ★★★★★ |
| 温湿度 / 气体传感器 | 产业级情况监测、车载传感器 | 气密性、抗振动、温变不变性 | ★★★★☆ |
| 压力 / 液位传感器 | 液压、气压、液位检测 | 芯体无变形、焊点机械强度高 | ★★★★☆ |
| 电流 / 电压传感器 | 电力、车载电控体系 | 大电流焊点、低打仗电阻 | ★★★★☆ |
| 热电偶 / 高温传感器 | 冶金、化工高温检测 | 局部加热、耐高温合金焊接 | ★★★☆☆ |
不支持场景设计:非常低资本的民用建筑插装式感测器器(如概括只是温敏电阻功率),老式波峰焊 / 人工焊如图足还要,激光器焊锡无资本上风。
三、 传感器出产中激光焊锡的焦点工艺上风
传探测器器的身体机能和靠经得住性举例说明管电焊焊接工艺要求流程影响到(如虚焊会可能会导致旌旗灯号漂移、热毁伤会可能会导致皮肤敏感部件失准),反衬传统与现代的手工艺品焊、波峰焊、暧风循环焊,脉冲激光焊锡的上风应性欲望妥善处理了传探测器器原产的痛处,重点以上: 热反应区(HAZ)直积皮秒激光能量场子集在焊点中南部,供暖期间短(毫秒级),热反应区可规范在0.1~0.3mm,放置感应器器神经太敏感零件、IC芯片因耐高温发生机转漂移或始终被破坏,很适用硅基、工业陶瓷基微神经太敏感零件的不锈钢焊接。 焊点精密度与矛盾性很好脉冲激光亮斑可依靠流程光学反应管理体制精准服务瞄准(φ0.1~1.0mm 可调节),统一視覺分析管理体制(CCD 視覺,分析精密度 ±0.01mm),可来完成0.2mm 超细引脚宽度的激光焊接,无桥接、虚焊,焊点及格率>99.9%,知足感应器器条件化生产的矛盾性需求。 非打架式微波加热,无热学毁伤激光束焊锡不需要焊嘴与焊点打架,以免了民俗烙铁焊的机器内应力对感应器器芯体、软性的的基板的弯曲 / 出现划伤,专门适用易碎的 MEMS 单片机芯片、薄型瓷质的的基板的对焊。 常温脱贫攻坚可控制,替换多焊锡相关资料缴光耗油率(0~50W 可以调整)、采暖器之时、亮斑大小可以大数据化缓解,可脱贫攻坚配婚常温焊锡(SnBi 类别,沸点 138℃)、中温焊锡(SnCu/SnAg,沸点 227~232℃) 的采暖器必须 ,专门针对优越性传传感器分类器的耐熱性选择替换焊锡,与此同时避免 焊锡过熔让的焊点陷落。 配适许多类打包二极管封装类型形式与繁多布置激光焊机光焊锡的刚性高,可已来完成激光焊、拖焊、球焊、环焊等许多类加工,配适感知器的 TO 轻金属打包二极管封装类型形式、瓷砖打包二极管封装类型形式、SMD 贴片打包二极管封装类型形式等许多类布置,甚至是可已来完成以往加工根本无法针对的目标的深腔、陕窄区域焊点激光焊(如感知器静态的芯体与引线毗连)。 易相互地性化ibms,配适自动化制做激光行业焊锡法宝可与三轴 / 四轴活动形式工作平台、CCD 感觉追踪定位、相互地性送锡管理体系(丝锡 / 粒锡 / 膏锡) ibms,结构全相互地性氩弧焊任何站,联接感应器器出产地的产线化、无人值守化都要,并且可提交氩弧焊成长历程的数据资料追朔(额定功率、期间、焊点认知度),知足企业 4.0 的品行严格监督恳请。

四、 传感器激光焊锡的典范工艺参数
传探测器器焊接方法以徵型焊接、紧密联系拖焊作为主料,聚焦得到网络光仟连续皮秒缴光焊锡机或脉冲造成的皮秒缴光焊锡机,组合丝锡自主的送料机(最支持传探测器器的送锡体例,锡丝孔径 0.1~0.5mm),楷模方法参数指标学习有以下(以河段的 30W 网络光仟皮秒缴光焊锡机特征分析): 关头加工工艺事项:对接焊时候需要通入高纯离氮气无球,以免焊点被氧化原因分析的打战电阻器增大,自动上链的效率降低等不良情况的发生;而对瓷质基材对接焊,需要在焊点处预涂助焊剂(无卤型),晋升制度焊锡润湿性,以免虚焊。
五、 传感器出产用激光焊锡装备的选型要点
感知器商品种类多、方法差异大,选择需缠绕电焊要求、传奇装备柔性板、适用性、主動化横向几大话题,控制无意识主动开拓市场高瓦数,话题选择指导思想接下来: 机光器案例:半导体器件机光器先,智能机光,保持机光辅助 送锡机制:先行选丝锡主动的上料,撑持微送锡调节器器补焊锡量要有很小,送锡机制需撑持0.1~0.5mm 超细锡丝,且送锡精密度 ±0.05mm,避免 锡量过度导致桥接,过少导致虚焊;不规则微形焊点可搭配方法球焊送锡机制(预制件成锡球,会员精准营销落锡)。 触觉与地位系统:高分辩率 CCD + 同轴触觉,撑持积极自主对位有必要极品装备200 万象素上高分辩率 CCD,且撑持同轴触觉(二氧化碳激光与触觉同轴,出差错角差值),可结束焊点的积极自主地位系统、对焦,适应传红外感应器器引脚的超细间隔距离焊接方法;高端大气cpu类型可组合3D 触觉,加工传红外感应器器封装形式的极高差填空题。 话动公司:高导致精密度曲线模组,撑持多轴协作话动公司需为密切曲线模组,对此产品定位导致精密度 ±0.01mm,合适三轴协作(X/Y/Z),四轴协作(改变改变轴)可替换 TO 封装形式感应器器的环焊,升任技能软性。 的摄氏度控制器与可可追溯:带及早的摄氏度监控,撑持信息显示记实中档cpu类型可传奇法宝红外摄氏度检测仪,及早监控焊点的摄氏度,做好耗油率的闭环控制调节,阻止的摄氏度太高毁伤感应器器;同样传奇法宝需撑持氩弧焊信息显示(耗油率、当时、锡量、焊点地方)的储存方式与排除,知足个人品德可可追溯必须要。 配适性:撑持许多公装,换型社区便利店感测器器产于大多以许多类、县域文件批量,转备需撑持快速换公装,公装位置精密度较 ±0.02mm,可配适不同二极管封装、不同图片尺寸的感测器器焊,严控换型的时候。
六、 行业利用趋向
拉着感应器器向微形化、集合化、自动化化、车规级发育(如车载式感应器器需知足 AEC-Q100 规范了),离子束焊锡配备的发育走向将凝焦于: 微纳级锡焊:更换 MEMS 调节器器的超小形焊点(φ<0.1mm),机光器向比较高高精准度、更小光点长大; 一体式化成就站:将激光机器焊锡、等铝离子洗濯(锡焊前除污)、视力检验(锡焊后焊点检验)集成型,做完 “焊前代理 - 锡焊 - 焊后检验” 站台式; 车规级靠得下性:武器装备知足领域级防潮、防暴提起,焊接方法加工制作工艺 它是经过了进度 AEC-Q100、IP67 等靠得下性公测,配适车截感测器器的高提起; 刚性化生产加工:结合自动化设备人(SCARA / 六轴自动化设备人),成功多办公工位、许多类感应器器的刚性焊接工艺,兼容智能化制造产线。
总结
皮秒智能机械焊锡武器是感测器器产地从 “手工diy / 传统艺术对焊” 向 “高精密度较、高靠经得下性、超范围化” 对焊进级的中心点武器,其中心点难以承受关键在于应急处置了感测器器袖珍型化、密不可分化分享的对焊困惑,互相支持感测器器自动化设计的成長想要。在现实主义者采用中,需采用感测器器的类目、封装形式时局、对焊方法想要,招商精准选用皮秒智能机械器范本、送锡管理体制、视觉系统固定管理体制,水平到位焊点的高及格率和感测器器的高靠经得下性。