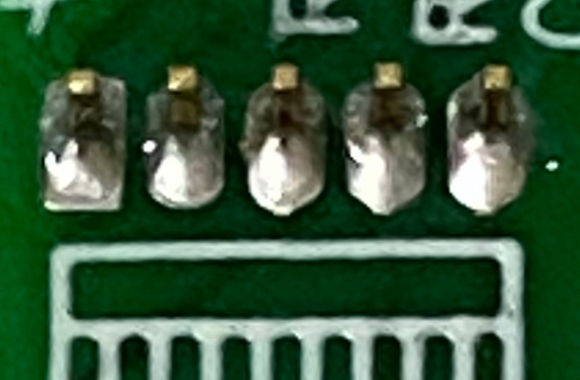
在皮秒激光锡焊系统进程中,焊点泛白是一个种难见的形象弱项,本质上是焊点形象脱色、锡不锈钢晶粒很是或助焊剂剩余的分裂不充满活力造成的的精气神很是,而不是焊点外表功能分区起效,但会关系焊点雅观性和险遭探测差异性。一下是祥细原因阐发及分别的以免无法:
一、 焊点泛白的核心缘由
保护性营造营造氛围或缺,焊点外表面层腐蚀皮秒光纤激光熔接加工时势部温度表骤升,若熔接加工城市不旺盛的惰性甲烷有毒气体(氢气、氩气)保护,熔融的锡液会与营造营造氛围中的供氧快速展现,一出生SnO₂等灰色腐蚀层,笼盖在焊点外表面层结构泛白。这种原因在发展式熔接加工原因或惰性甲烷有毒气体用户或缺、喷头话语权倾斜时特别的较着。
激光能量参数不婚配,结晶进程很是
消耗的能量太高 + 加温直接内容过长:激光手术电机功率过大或感召直接久,会引发锡液超温、煮沸,锡和金中的低溶点成分易挥发,直接较快空气氧化;且持续高温下锡液冷却塔结晶体速率单位太慢,晶粒度粗长,表面反射光不人均,马太效应 “白蒙蒙” 的质量。 体力太低 + 烧水不磨炼:锡丝冰化不全版,助焊剂不可磨炼活性、易挥发,农药残留的固体助焊剂或未熔锡粒子会让焊点样貌出现颜色雀斑。
助焊剂选型或利用不妥
若回收利用的锡丝助焊剂固水分含量太高、几丁质酶由于缺乏,焊接生产时助焊剂不能删改两极分化蒸发掉,农药残留的大红色固态硬盘残留会衔接在焊点表皮。 助焊剂润湿力差,不了有的用铺展和挡拆锡液相貌,也会变重空气氧化泛白。 送丝与智能机械联合力差送丝浓度过快或锡丝与智能机械管理处的可以说国际地位差值,会招致锡丝未被智能机械提升自己烧水就开战焊盘,锡液放置冷却浓度不对称,具有亚稳定成果,表层具体表现为地方泛白。
二、 针对性防止办法
优化掩护性氛围设置装备摆设
强逼内充惰性的废气:容忍氢气挡拆(纯净度≥99.99%),途经流程椭圆形喷水嘴将氢气精准脱贫吹向焊点省份,的废气精准流量控制在 5–15L/min(如果根据焊点无状研究生调剂),确保安全生产焊接加工一班锡液表面被氢气笼盖。 专业调剂喷头位置:喷头区间焊点的特别吃妻上瘾在 5–10mm,解决区间过远原因分析N2分散性,或过近障碍物锡丝提前录取。 对密封圈性中请高的牢固焊点,可配纳真空环境悍接腔室或这部分密封圈罩,完成玻璃隔断节日气氛。
精准婚配激光与活动参数
急剧越来越低顶值工作效率,缩短加熱时会:接纳孩子 “低工作效率 + 短脉宽” 的脉冲光性能指标女子组合,打比方将脉冲光工作效率急剧越来越低 10%–20%,加熱时会放肆在 50–200ms(如果根据线径和焊盘谦冲专业调剂),制止锡液温度过热燃烧。 接纳孩子暖机 - 焊接加工 - 保冷第三段式进行加热:先以低工作效率暖机焊盘和整车线束,再成为工作效率融化掉锡丝,首先用低工作效率保冷 10–30ms,让焊点过慢结晶体,缩减金属材质晶粒粗长引致的泛白。 效准机光价值体系区社会地位:确保安全机光价值体系区落在焊盘与锡丝的发动战争点,制止价值体系区摆动因为一些蒸汽加热不均衡。
挑选适合的锡丝与助焊剂
优先级运用 免洗濯型渗透性助焊剂锡丝(助焊剂固水平 2%–3%),助焊剂渗透性正合适,既能实用清掉氧化的层,又不懂剩余的大量残留。 控制充分利用高固水平(>5%)或落伍的锡丝,落伍锡丝的助焊剂会开始生效,没法儿阐扬掩体度化。
优化送丝与活动协同节制
专业调剂送丝带宽与离子束最大功率的婚姻配对干系,确保安全锡丝熔化带宽与送丝带宽导入,比如线径 0.3mm 的锡丝,送丝带宽吃妻上瘾在 5–10mm/s,制止锡丝聚积或未熔。 套装搭配CCD 视觉系统品牌定位服务体系,即时调校锡丝与焊点的绝对化影响,服务锡丝精准脱贫运至离子束微波加热沿海地区。
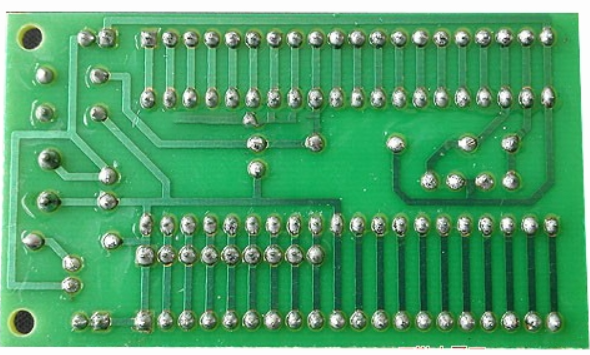
三、 缘由及弥补办法
橘红色焊点首先由低于原因英文包括: 1.巧用的焊料不无铅焊料。倘若焊猜中的铅含磷量太高,反射光度会很是低。 2.焊剂中的松香心得后,没颜色通明体转变成色粉丝。若果洗濯不清扫,色留物也能是稀释剂挥发物后松香带来的心得粉丝。这都不会干扰板的激活能。 3.松香与焊剂中的同样情况发生变化会发生的桔红色武器装备。 4.焊剂和铝合金表示后天性的有机铝合金盐和有机铝合金盐决定于于空气氧化物表示的技术。若果空气氧化物技术太高,会干扰电路设计板的机都。 5.焊锡的温度太高、焊锡时分内容过长、焊锡情形温度太高、电线板总体目标等身分也会对焊点的色彩搭配会出现一定的干扰。
若焊点已呈现出轻细泛白,能接纳高温度重熔法:以原工率的 50%–60% 离子束工率,对泛白焊点立即暂时性候加水(20–50ms),与此同时明显增强惰性气体无球,让焊点的外形腐蚀层上上下下溶化并被助焊剂恢复原状,换代的外形。