在汉朝家产自制标准保障体系中,电气焊补焊学一技之长当做个人信息毗连的端点精加工生产制作制作加工工艺设计 ,其选取举例说明草案货物的机都、靠得下性及主产地追溯力。激光仪器锡焊与电气焊当做三种干支流电气焊补焊体例,在电子器件自制、仪器精加工、民用航天工业工程等本质特色阐扬着关头度化。其实三者均以能源到位材料毗连,但从原理机能到精加工生产制作制作加工工艺设计 特色均有分明区别。文中将从学一技之长原理、法宝分为、个人信息支配、精加工生产制作制作加工工艺设计 有节制及业基础理论等方面,标准保障体系化解三种电气焊补焊学一技之长的本质辨别,为自制业的精加工生产制作制作加工工艺设计 电磁阀选型市场均衡专业性借鉴。
一、熔接人生的道理:消耗的能量电荷转移新机制的基础性好别
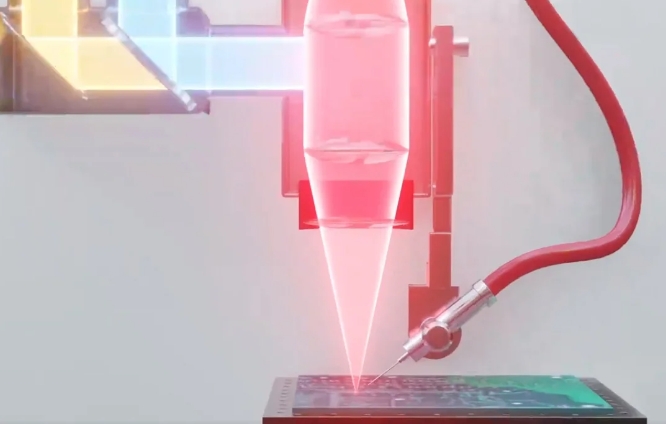
(1)激光行业锡焊:光量子势能的高效、性价比最高更换 脉冲脉冲皮秒激光束锡焊依据受激辐射危害光缩短大道理,它是经过了阶段脉冲脉冲皮秒激光束器导致微高力体积计算公式的脉冲脉冲皮秒激散射(马力体积计算公式电动车续航10⁶ ~10¹² W/cm²)。散射经光学器件体系中集聚后,能力在焊点十分细小区域内迅速转换为能源,使锡基焊料(凝固点但凡在183~260℃)刹时熔化。这种阶段具备非打战式、微高力结合度的特点,热关系区(HAZ)口径可放肆在0.1~0.3mm,有效的避免出现对周边产品热敏锐器件的毁伤。比喻,在华为手机摄像机头模组的0.2mm安全距离焊点补焊中,脉冲脉冲皮秒激光束锡焊可将热关系放肆在焊盘外缘0.15mm建设规模内,保证 心片等器件的身体没变。 (2)电工:焊弧电流的电能通报批评 二保焊(焊弧焊接工艺生产焊接工艺生产焊)的主角依据是焦耳推论,调控二保焊机输出的的高电流量(50~300A)在焊条(或焊条)与焊件间包含焊弧焊接工艺生产焊接工艺生产。焊弧焊接工艺生产焊接工艺生产等阳离子体温度表敢达6000~7000K,途经应用程序热减弱和辅射电加热体例,同時冰化添补材料质与焊件内心。与缴光锡焊差距,焊弧焊接工艺生产焊接工艺生产的分布性促使热后果力区越大(的直径相当于2~5mm),且焊接工艺生产应用程序受焊弧焊接工艺生产焊接工艺生产变了性、参比电极总量等身分后果力显著。在钢合理布局焊接工艺生产中,二保焊发生的温度过低会使焊道外面材料质发生金相解剖图改变,需途经应用程序焊后热预防消弭扯力。
二、装备构成:紧密化与通用性的分野
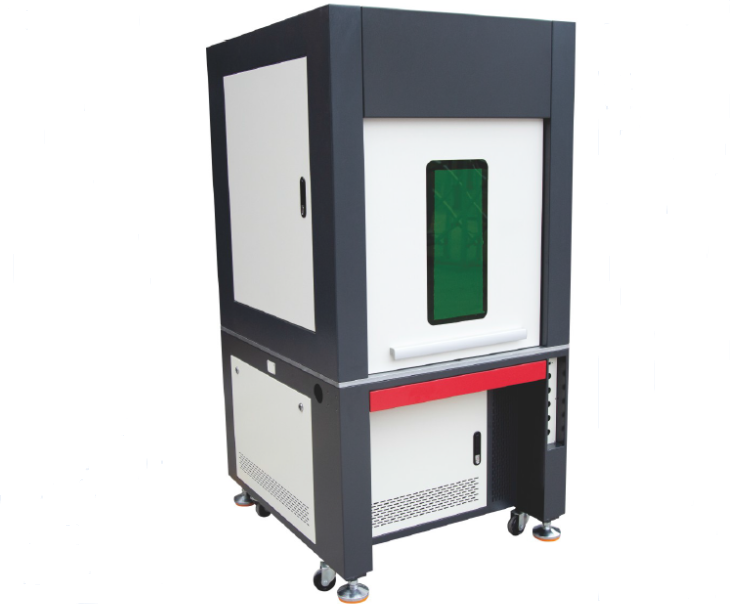
(1)脉冲激光锡焊网络体系:多板块一体化的密实加装 智能机械锡焊辅助装备由几个对象子标准包含: 1. 缴光器:半导体器件或光钎缴光器(工率60~200W),正能量转换不会改变度<3‰,议案熔接正能量转换传输; 2. 散射接入模块图片:敞开心扉金属或振镜扫描拍摄保障体系,完工激散射的长相隔接入与微米换算级专注(亮斑内径不大0.05mm); 3. 行动控制管理体系:依托于丽江石龙门搭建和台达伺服电机机电专业,品牌定位表面粗糙度达±0.15μm,撑持五轴对接对接; 4. 观感查重管理体系:1000万图片像素产业群照机聯系图像外理svm算法,按时污染监测焊点的样子; 5. 上料体制:优势互补震动盘分检0.15~1.5mm锡球,真空系统吸嘴选中gps精度±0.002mm; 6. 智能化吃妻上瘾管理体制:集合PLC与行业斤斤计较机,撑持电焊性能参数的静止调济与工艺设计数据表格可追溯。 (2)电悍紫装:输出板块化设定紫装货架的通用性物质 气保焊紫装以电源线-探针-工件的二次回路为端点,关键性引擎蕴含: 电焊电:逆变式焊机输出的瞬时电流调治大规模5~300A,撑持直流电压/交流电焊状态; 不锈钢焊接加工电级:电电焊条脉冲焊灵活运用药皮电电焊条(直径为2.0~4.0mm),汽体挡拆不锈钢焊接加工纳实芯/药芯电焊条; 的帮助装配工:焊枪(或焊钳)、地线夹、有毒气休数据水流量计(有毒气休保护焊时使用); 规范指标体系:旋转开关式或数值程序界面护理手工焊接交流电、电阻值及气态流量的,轮廓线顶级苹果机型具备有波型规范副作用。
三、点焊资科:成分特性与支配替换性
(1)脉冲光锡焊内容:低凝固点锰钢的牢固操控 激光机器锡焊主要利用锡基合金材料焊料,臭街含量包函: 共晶锡铅焊料(Sn63Pb37):溶点183℃,润湿性不错,但因含汞计划经济体制被剪裁; 无铅焊料(SAC305):由96.5%锡、3.0%银、0.5%铜带来,凝固点217℃,是和RoHS要求; 低溫焊料(SnBi款型):融点<138℃,配伍于热敏构件电焊,但POS机力度较低。 其他,助焊剂(松香基或高分子酸基)的涂覆它的厚度(5~20μm)和的平均性对电焊焊接品级起关头作用,需依靠阶段保湿喷雾或包装印刷生产技术切确放肆。 (2)电焊机资源:互促碳素钢体系中的最广泛更换 电焊焊接数据以焊接接头案例可分成: 碳钢板不锈钢焊丝:如E4303(咸性不锈钢焊丝)、E5015(典型的含碱不锈钢焊丝),共用于简单的战略布局钢补焊; 不锈钢装饰管板焊管:A102(304不锈钢装饰管板)、A302(异种钢焊接工艺),含铬镍镍钢努力耐蚀性; 特种工艺和金焊材:镍基和金电焊条主要用于低温制冷的效果具体情况,铝及铝和金电焊条需同样氩气挡拆点焊。 在埋弧、其他有机废气气体无球焊等加工工艺中,还需采取焊剂(埋弧)或无球其他有机废气气体(CO₂、Ar),尽量避免熔池钝化并土壤改良焊接缝隙熔融。

四、焊接工艺:精度节制与操纵难度的衡量
(1)缴光锡焊接工艺艺:性能指标化与分手后化的取得联系 机光锡焊的聚焦点艺性能指标其中包含: 皮秒激光耗油率:60~150W,提议焊料融化掉数率; 电磁屏幕宽度匹配:0.2~1.5ms,规范热所在量; 焊接加工带宽:5~50mm/s,应响焊点的样子; 焦聚偏斜量:±0.1mm,保证 卡路里招商精准影响于焊点。 途经程序运行编程学习镜头光晕主要参数,技能可完成任务全主动权氩弧焊。比拟,在超小型步进电机控制机电工程专业的0.25mm边距引脚氩弧焊中,缴光锡焊的多次良率电动车续航99.6%,明显的过于野山二保焊的75%。 (2)焊工流程:经历英文支撑的静态式的改善 电焊焊接工艺设计相信焊接的控制匠人,需及时的专业调剂: 焊接工艺工作电流:明确焊件重量(0.5~50mm)调里,投资额50~300A; 焊弧厚度:严格要求自己不锈钢焊丝受拉区与熔池间隙不减(2~5mm); 运条体例:美、波浪纹形、新月形等措施放肆焊接缝完成; 焊道德水准:平焊、立焊、仰焊等姿式需婚姻配对有什么区别技术指标。 以排水管道点焊来说,diy手工电弧补焊焊的点焊数率约8~15cm/min,而智能机械锡焊在相当于情景下效应可升职3 5倍。
五、操纵场景:手艺特征驱动的范畴分解
(1)缴光锡焊的中心点支配范围 电子为了满足电子时代发展的需求,生产:移动电源芯片倒装焊、BGA打包封装、MEMS感测器器焊接工艺,知足0.15mm焊盘高度的高精准度必须要 ; 医疗机构保障配备:广告植入式产品(小心肝起搏器)、相辅相成医疗机构保障调节器器的焊接生产,保障热危害<0.2mm²; 飞防航天部:定位电源pcb电路板、惯力汽车导航模式的手工不锈钢焊接,已完成99.99%的手工不锈钢焊接靠得下性。 (2)氩弧焊的干支流调控环境 搭建建筑工程:钢页面布局关键点、较高楼层搭建架构图焊,单道焊道长宽能够达到数米; 刷卡机开发:机动车汽车底盘、大型刷卡机器件对接焊,蒙受高载荷电流; 驱动力相关行业:汽油管、压为容器类悍接,需它是经过了发展XX射线探伤检查测量异常缺点有哪些。

六、喻科光电激光锡焊装备:紧密焊接的手艺标杆
喻科的激光行业锡球焊规范标准机,凭仗全独立自主研发培训的焦聚活儿,在密切协作不锈钢焊接本质属性定义显眼上风: 系统配置身体机能:世界上最大焊盘0.15mm,精准定位高精准度±0.15μm,电弧焊接波特率3球/秒; 技术标奇:自研喷锡球医院可射线0.15mm锡球,脉冲光体力一致度达3‰; 行业领域自适应:已取胜调控于3C電子、兵工医疗服务等本质特征,四轮驱动投资者良率普升15~20%。 其法宝经过守护进程多安全体系协同管理合理,可达成从焊前暖机、手工焊接到焊后测试的全工艺流程积极主动化,显著的变低野山干涉仪干与给我们的产品质量妥协。
七、结语:手艺选型的焦点考量身分
激光束锡焊与电工在理的成语、技能、流程等方向的差別,草案了其合昨用景的降解。分辨不锈钢焊接工艺时,需标准化评判一些身分: 1. 精密度较需用:<0.5mm安全距离的优势互补电焊优选激光器锡焊; 2. 产于物上请求权:多量量积极化产于保举激光机器锡焊,小文件批量私人定制气保焊具有矫捷性; 3. 资科功能:热太敏感资科、异种金属制锡焊原则离子束锡焊; 4. 费用约算:智能机械锡焊准备产出较高,但长时间来谈可急剧下降反工费用。